 |

|
|
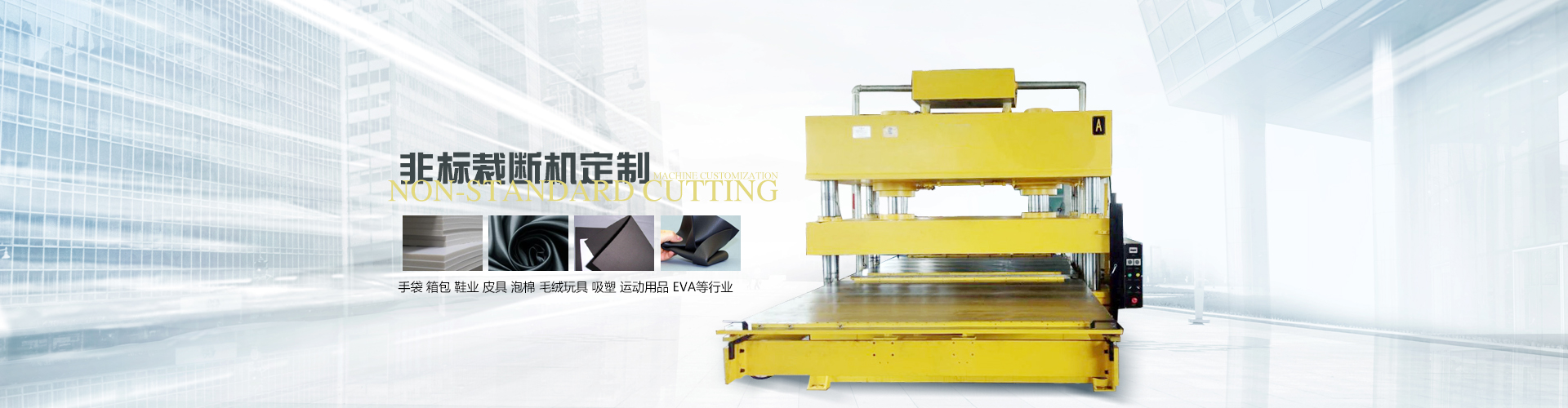

东莞液压裁断机热处理工序详解
东莞液压裁断机热处理的目的不同,其安排顺序也不同。
1)预先热处理。预先热处理的日的在于改善金属的切削加工件能,消除毛坯制造时的内
应力,所以,应安排在切削加工工序的前面进行。例如,对于含碳质量分数超过0.5%的碳钢要用退火降低硬度,以保证刀具的耐用度;对于含碳质量分数低于o.3X的碳钢,则采用正火提高硬度,以保证断屑顺利。因此,退火、正火一般安排在粗加工之前进行。
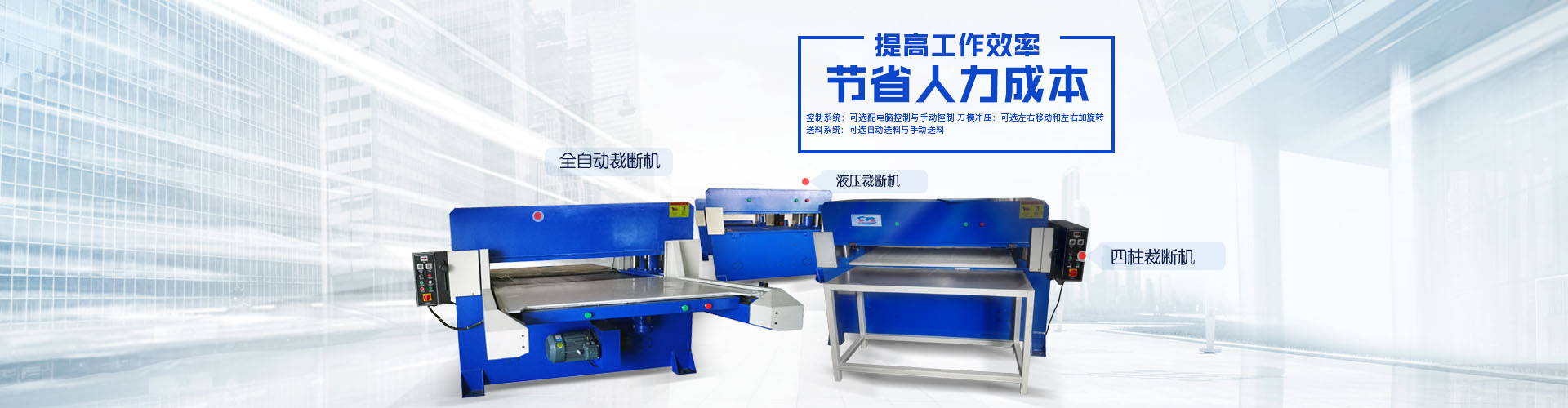
2)最终热处理。最终热处理主要指整体淬火、表面淬火、渗碳、氮化等。其目的在于提高零件的强度、硬度和耐磨性。通常安排在裁断机半相加工之后,磨削加工之前,以便减少磨削工作量。热处理产生少量变形和表面氧化层,故需用磨削进行精加工予以去除。
3)中间热处理。中间热处理包括调质处理和时效处理。调质处理(淬火盾再进行500一650℃的高温回火)的目的在于获得具有良好综合机械性能的问火索氏体组织。为使零件—L保留尽可能多的优良组织,调质通常安排在粗加上之后,半箱加上之的。时效处理的日的在于消除工件的内应力。对于大而复杂的裁断机铸件必须在粗加工、半精加工、精加工之前各安排一次时效处理。对于一般铸件,只须在粗加工前后进行一次时效处理即可。
 |
 |
联系电话:185 6619 0090 邮 箱:578218472@qq.com
电 话:0769-28827413 地 址:东莞市中堂镇南潢路22号
 |
 |
Copyright ©http://www.cutting-chn.net/ 双利机械有限公司
专业从事于液压裁断机,裁断机厂家,全自动裁断机, 欢迎来电咨询!
热推产品 | 主营区域: 江苏 上海 浙江 山东 沈阳 扬州 重庆 福建 广州
 |