 |

|
|

液压裁断机磨副原理及磨削的工艺特点
1.液压裁断机磨副原理
磨削是用砂轮表面的磨粒从工件表面切除微细的金属层。每一颗磨粒的单独工作可以看做是一把具有负前角的车刀,而整个砂轮则可以看做是具有权多JJ齿的铣刀,但刀齿是由许多分散的尖棱组成的,其形状不一,切削刃口差别大,分布很不规则。其巾比较锋利且比较凸出的磨粒,可以获得较大的切削厚度而切出切屑,不太凸出的磨粒只是在工件表面上刻划出细小的沟纹,工件材料则被挤向沟槽的两旁而隆起。而液压裁断机磨钝或凹下的磨粒,它们仅能在工件表面产生滑撩。因此,磨削实质亡就是切削、刻划与滑擦三个过程的综合作用。
2.液压裁断机磨削的工艺特点
(1)加工精度高,表面粗糙度低。磨削时,磨粒刃n1P常锋利,刃口半径P也很小,加之切削刃极多,因此能切下极薄的一层金属。切削厚度可小至数微米,因而残留面积高度极小。
磨削所用磨床的精度高,刚性及稳定性好,并且具有控制小切削深度的微量进给机构,可进行微量切削,从而能实现精密加工。
密削时,切削速度很高,如普通外因磨削p*30一35m/s,高速磨削?>50m/s*当无数切削刃以很高的速度从工件表面切过时,每个裁断机切削刃仅从工件上切下极少量金属,残留面积高度很小,这有利于形成低粗糙度的表面。
液压裁断机磨削加工具有以下特点:
1、加工精度高、表面粗糙度小。由于磨粒的刃口半径ρ小,能切下一层极薄的材料;又由于砂轮表面上的磨粒多,磨削速度高(30~35m/s),同时参加切削的磨粒很多,在工件表面上形成细小而致密的网络磨痕;再加上磨床本身的精度高、液压传动平稳和微量进给机构,因此,磨削的加工精度高(IT8~IT5)、表面粗糙度小(Ra=1.6~0.2μm)。
2、径向分力Fy大。磨削加工时,由于磨削深度和磨粒的切削厚度都较小,所以,Fz较小,Fx更小。但因为砂轮与工件的接触宽度大,磨粒的切削能力较差,因此,Fy较大。一般Fy =(1.5~3)Fz。
3、磨削温度高。由于具有较大负前角的磨粒在高压和高速下对工件表面进行切削、划沟和滑擦作用,砂轮表面与工件表面之间的摩擦非常严重,消耗功率大,产生的切削热多。又由于砂轮本身的导热性差,因此,大量的磨削热在很短的时间内不易传出,使磨削区的温度很高,有时高达800~1000度。
4、砂轮有自锐性。砂轮有自锐性可使砂轮进行连续加工。这是其它刀具没有的特性。
 |
 |
联系电话:185 6619 0090 邮 箱:578218472@qq.com
电 话:0769-28827413 地 址:东莞市中堂镇南潢路22号
 |
 |
Copyright ©http://www.cutting-chn.net/ 双利机械有限公司
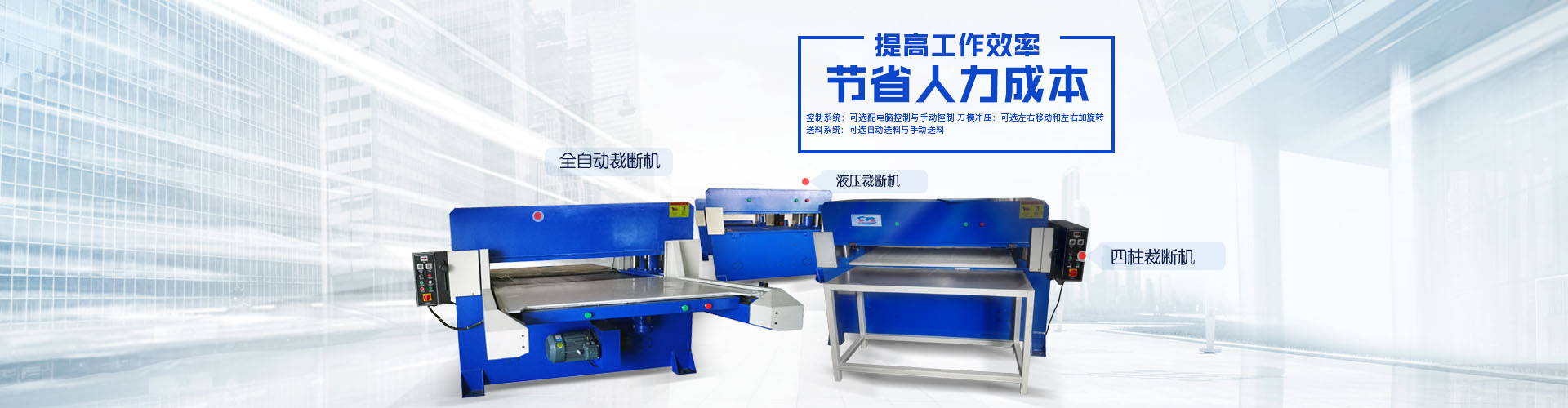
专业从事于液压裁断机,裁断机厂家,全自动裁断机, 欢迎来电咨询!
热推产品 | 主营区域: 江苏 上海 浙江 山东 沈阳 扬州 重庆 福建 广州
 |