 |

|
|

液压裁断机液压零件的清洗工艺
液压裁断机液压泵和阀的生产工艺流程一般是:机加工—中间清洗—热能去毛刺—除锈清洗—珩磨—终清洗—装配。液压泵阀的结构复杂,深孔,交叉孔,弯曲孔较多,必需有零件的机械运动和清洗液的不断循环过滤,结合强劲的超声波功能才可能清洗干净。针对各清洗工序,分述如下:
1. 中间清洗:中间清洗的作用是把机加工后的大量切屑和乳化液去除,同时要实现完全干燥,以利于下一步热能去毛刺工艺。在有水的状态下,热能去毛刺的效果会受到很大的影响。同时零件的表面温度会在90℃左右,这样零件表面的水分产生沸腾的蒸发效果,迅速的干燥。
2. 除锈清洗:在热能去毛刺的高温下,零件表面会氧化,产生大量的浮锈。如果用强酸清洗的话,由于零件大部分是铸铁件,会造成零件表面和内部的腐蚀。
3. 终清洗:液压泵,阀的清洁度要求较高,最大残留金属颗粒尺寸一般要求不超过600um。为达到此要求,除了需采用浸没射流技术之外,还需要有良好的过滤系统。真空干燥技术的应用,让用户的产品可以有更长的库存时间,更加灵活的交货期。
液压裁断机适用范围:
我司生产的机械设备 适合发泡材、纸板、纺织物、塑胶材料、皮革、橡胶、包装材料、地板材料、地毯、玻璃纤维、软木等非金属物料通过刀模借助机器产生的冲压力实现物料的冲切裁断。
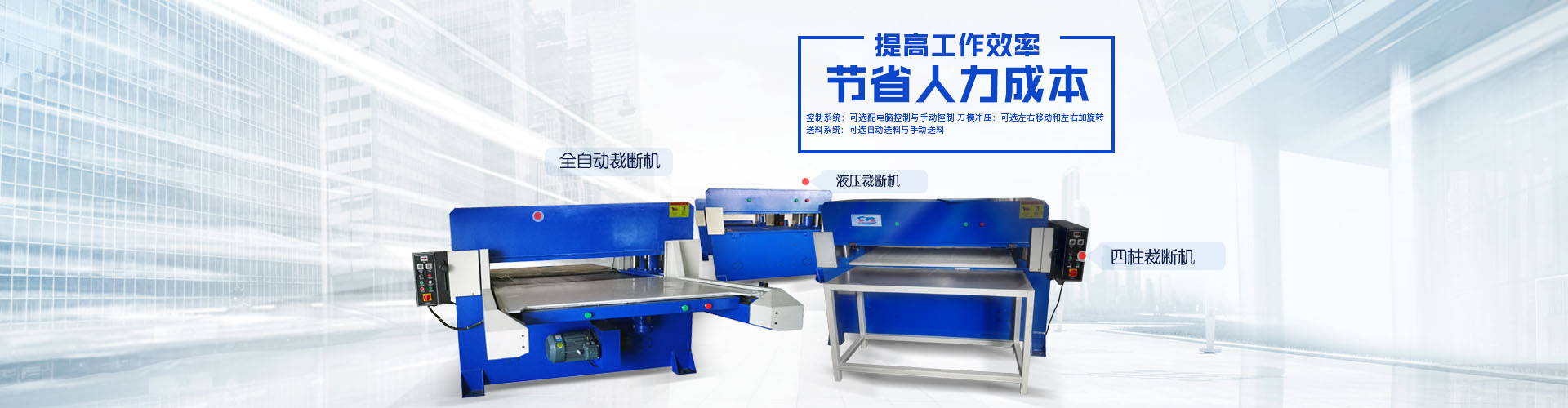
自动化程度高的裁断设备有:由电脑控制的移动头式裁断机、激光裁断机(振荡刀具)、高压水束切割机和电脑裁断机等。另外,意大利和英国USM公司生产一种投影裁断机,这种设备的下料台上设有振荡型刀具及目视观察装置,用于对皮革进行轮廓扫描,或在皮革上进行投影以引导裁断工安排下料样板在皮革上的套排。
液压裁断机磨损阶段
1、初期磨损阶段
裁断机的刀具初期磨损过程较快,时间短。一把新刃磨的刀具表面尖峰比较突出,在与切屑相互摩擦过程中,压强不均匀,峰点的压强很大,造成尖峰很快被磨损,使压强趋于匀衡,磨损速度减慢。
2、正常磨损阶段
裁断机的刀具表面经初期磨损,峰点其本被磨平,表面的压强趋于匀衡,刀具的磨损量VB随时间的延长而均匀地增加。该阶段的磨损曲线基本上是线性的,其斜率代表磨损强度,是比较刀具性能的一个重要指标。
3、急剧磨损阶段
载断机的刀具经过正常磨损阶段后,切削刃已变钝,切削力、切削温度急剧升高,磨损原因发生了质变,刀具表层疲劳,性能下降,磨损量VB剧增,刀具会很快失效。
裁断机刀具磨钝标准:
刀具磨损到一定限度就不能继续使用。这个磨损限度称为裁断机刀具磨钝标准。
裁断机刀具寿命:
一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为裁断机的刀具寿命
 |
 |
联系电话:185 6619 0090 邮 箱:578218472@qq.com
电 话:0769-28827413 地 址:东莞市中堂镇南潢路22号
 |
 |
Copyright ©http://www.cutting-chn.net/ 双利机械有限公司
专业从事于液压裁断机,裁断机厂家,全自动裁断机, 欢迎来电咨询!
热推产品 | 主营区域: 江苏 上海 浙江 山东 沈阳 扬州 重庆 福建 广州
 |